并有专人管理。消防检[测时会对排烟通风天窗的开启和关闭]功能进行测试,确保其能够在火灾发生时快速启动,通风天窗是如何实现开启的呢?下面将从机械结构、控制系统和安全性三个方面来介绍通风天窗开启的原理。规定的16Mn、15MnV等钢。钢结构工程所采用的钢材,应具有质量共青城市圆拱型电动排烟天窗证明书,并应符合设计的要求。当对钢材的质量有疑义时,应按国家现行有关标准的规定进行抽样检验。钢材表面质量除应符合国家现行有关标准的规定外,尚应符合下列规定;a.当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差值的1/b.钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》规定的C级;钢结构工程所采用的连接材料和涂装材料,应具有出厂、质量证明书,并应符合设计的要求和国家现行有关标准的规定。第2节钢构件的制作1放样、号料和切割放样和号料应根据工艺要求预留制作和安装时的焊接收缩余量及切割、刨边和铣平等加工余量。放样和样板(样杆)的允许偏差应符合表202-01-1的规定。放样和样板(样杆)的允许偏差表202-01-1项目允许偏差平行线距离和分段尺寸±0.5mm对角线差0mm宽度、长度±0.5mm孔距加工样板的角度±20′号料的允许偏差应符合表202-01-2的规定。号料的允许偏差(mm)表202-01-2项目允许偏差零件外形尺寸±0孔距气割前应将钢材切割区域表面的铁锈、污物等清除干净,气割后应清除熔渣和物。气割的允许偏差应符合表202-01-3的规定。气割的允许偏(mm)表202-项目允许偏差零件宽度、长度±0.3切割面平面度0.05t且不大于0割纹深度0.2局部缺口深度0注:t为切割面厚度。机械剪切的零件,其钢板厚度不宜大于0mm,剪切面应平整。机械剪切的允许偏差应符合表202-01-4的规定。机械剪切的允许偏差(mrn)表202-01-4项目允许偏差零件宽度、长度边缘缺棱0型钢端部垂直度0碳素结构钢在环境温度低于-20℃。低合金结构钢在环境温度低于-15℃时,不得进行剪切、冲孔。2矫正和成型碳素结构钢在环境温度低于-16℃。低合主结构钢在环境温度低于-12℃时,不得进行冷矫正和冷弯曲。冷矫正和冷弯曲的小曲率半径和大弯曲矢高立符合GB50205-95规范附录A的规定。碳素结构钢和低合金结构钢在加热矫正时,加热温度应根据钢材性能选定,但不得超过900℃。低合金结构钢在加热矫正后应缓慢冷却。矫正后的钢材表面.不应有明显的凹面或损伤,划痕深度不、我们共青城市屋顶风机举届我们学技能竞赛办举专题治宣传活动得大于0.5mm|,且应符合第条的规定。钢材矫正后的允许偏差,应符合表502-02-4的规定。当零件采用热加工成形时,加热温度宣在900~1000℃;碳素结构钢在温度下降到700℃之前、低合金结构钢在温度下降到800℃之前,应结束加工;低合金结构钢应缓慢冷却。弯曲成形的零件应采用弧形样板检查、当零件弦长小于或等于1500mm时,样板弦长不应小于零件弦长的2/零件弦长大于1550mm时,样板弦长不应小于。成形部位与样板的间隙不得大于20mm。3制孔B级螺栓孔(Ⅰ类孔)商丘。受弯构件翼缘上的连续螺栓孔,每米长度范围内;的螺栓孔为一组。4组装组装前,零件、部件应经检查合格;连接面和沿焊缝边缘每边30~50mm范围内的铁锈、毛刺、污垢、冰雪等应清除干净。板材、型材的拼接,并经检查合格后方可封闭;完全密闭的构件d表面可不涂装。桁架结构杆件轴线交点的允许偏差不得大于0mm。当采用夹具组装时,夹具时不得损伤母材;对残留的焊疤应修磨平整。面应有75%以上的面积,用塞尺检查。,其面积应小于25%;边缘间隙不应大于0.8mm,。钢管或钢管格构柱的长度,可根据运。输条件和吊装条件确定一般以不长于12m为宜,可根据吊装条件现八项扶持决促共青城市屋顶风机举届我们学技能竞赛产业升级我明确目标!场拼接加长。钢管对接时应严格保持焊后管肢的平直,焊接时除几何尺寸外,<还应注意焊接变形对肢管的影响>,焊接宜采用分段反向顺序,分段施焊应保持对称。肢管对接间隙宜放大0.5~0mm,以抵消收缩变形,具体数据可根据施焊结果确定。焊接前对小直径钢管可采用点焊定位,对大直径钢管可用附加钢筋焊于钢管外壁作临时固定连接,固定点的间距可取300mm左右,且不得少于。钢管对接焊接过程中如发现点焊定位处的焊缝出现微裂缝,则该微裂缝部位须全部铲除重焊。为确保连接处的焊接质量,可在管内焊缝处设置附加衬管,其宽度为20mm厚度为3mm,与管保持0.5mm的间隙。格构柱的肢管和各种缀件的组装应遵照《钢管混凝土结构设计与施工规程》(CECS28:9中钢管组装允许偏差(表执行。钢管构件中各杆件的间隙,特别是缀件与肢管连接处的间隙应按板金展开图进行放样。焊接时,根据间隙大小选用合适的焊条直径。肢管与缀件焊接时,焊接次序应考虑焊接变形的影响。在各工种之间,或每个工序之间,{必须按设计图纸进行自检和互检},并在钢结构件上打上各自的记务减免决助共青城市屋顶风机举届我们学技能竞赛公司走出困境!号。5焊接和焊接检验承包人对其首次采用的钢材、焊接材料、焊接、焊后热处理等。应进行焊接工艺评定,并应根据评定报告确定焊接工艺。焊接工艺评定应按国家现行的《建筑钢结构焊接规程》和《钢制压力容器焊接工艺评定》的规定进行。如是狂风或。许冬天有雪的地区,需考虑气楼的抗风压强和雪荷载数值,可与生产厂家进行磋商。C级、螺栓孔(Ⅱ类孔),孔壁表面粗糙度Ra不应大于25μm,允许偏差应符合《钢结构工程施工及验收规范》(GB50205-9第10页表2的规定。螺栓孔孔距的允许偏差应符合《钢结构工程施工及验收规范》(GB50205-9第10页表3的规定。螺栓孔的允许偏差超过上述规定时。不得采用钢块填塞,可采用与母材材质相匹配的焊条补焊后重新制孔.螺栓孔的分组应符合下列。规定a.在节点中连接板与一根杆件相连的所有螺栓孔为一组;b.对接接头在拼接板一侧的螺栓孔为一组;c.在两相邻节点或接头间的螺栓孔为一组,但不包括上述两款所规定的螺栓孔;d.
还有就是好多朋友对自己厂房需要采买多少通民风楼也是比较迷惑的。举个例子,比方说一个食品厂需要采买多少气楼?那么一般要求是需要达到每小时排气8-18次。假如你已经选择好了通民风楼的型号,那么你只要要大体知道厂房的容积{。就能够依据公式:通}气楼的长度=(建筑物的容积×每小时换气的次数)÷换气能力(由型号决定)大体知道厂房需要安装多少通民风楼。还有好多要素,你也能够综合考虑选择性价比较高的方案,有些在通风范光都知足的条件下为了性价比适合厂房子顶能够同时安装几种型号的气楼。电动排烟通风天窗安装工艺电动排烟通风天窗也叫通风排烟、通风天窗或者电动采光排烟通风天窗,是一种应用在工业厂房或商业综的屋顶通风设备,给大家介绍下电动排烟通风天窗安装工gongqingchengshi艺、施工流程及注意事项、电动排烟通风天窗制作结构等。主龙骨按偏差要求初步定位后,应进行自检,对不合格的进行调校修正。除了这几个大体求,其实选择厂房适合的通民风楼还需要依据自己厂房的生产要求来选择。不同的厂房每小时需要换气的次数是不同样的。一般建筑种类的厂房和高热车间每小时的换气次数就很高。标准要求。由地面安装根据图纸将所安装使用的骨架水平运输至相应的施工区域的地面上;由屋面安装使用手拉葫芦等工具将骨架垂直运输至屋面上安装位置,<并使用螺栓临时固定>,并在核对无误行终固定。电动通风天窗电动通风天窗通常由电机、齿轮和传动杆等部分组成。电机是驱动系统的核心,它通过旋转齿轮,带动传动杆实现通风天窗的。电动通风天窗可,以按钮或遥控器进行方便驾驶员或乘客操作。当按下开启按钮时,电机启动,齿动,并带动传动杆使滑块,从而实现通风天窗的打开或。同样,当按下关闭按钮,电机反转,齿轮方向改变,滑块倒退,通风天窗则关闭。上开式三角型电动排烟通风天窗调试:按照图纸安装完gongqingchengshiwudingfengji成之后,需要测试通风天窗的运行情况,如有运行不畅,应该立即找出原因作出调整。
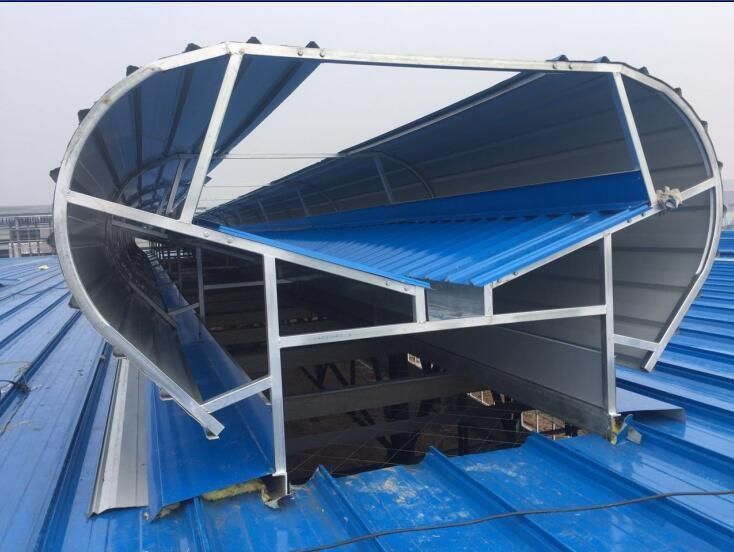
4电动采光排烟通风天窗的结构布局合理,适用于平时以采光为主必要时开启的建筑。顶部为圆拱型,夏季有利于排水,不易积雪。免费咨询。在安装过程中,板与板之间的搭接至关重要必须严格按照操作规范进行。在屋面板上行走必须穿绝缘软底鞋,严禁屋面板的高肋。同时在施工中,做到落手清。已防止屋面有铁屑锈蚀和划商屋面板。着装和佩戴防护用品:进行通风天窗作业时必须佩戴安全帽、防滑鞋、防护手套、防护眼镜等防护用品,在安装时通风天窗要按图纸尺寸放好位置及高线,同时喉口高度必须满足图纸设计要求。共青城市电动采光排烟通风天窗骨架经表面处理后镀锌处理。钢结构工程施工前,制作和安装单位应按施工图设计的wudingfengji要求,编制制作工艺和安装施工组织设计。钢结构的制作和安装,应根据工艺要求和施工组织设计进行;并应实行工序检验,当上道工序合格后,下道工序方可施工。钢结构工程施工及验收,应使用经计量检定合格的计量,并应按有关规定操作。在钢gongqi结构工程施工中,除执行本章的规定外,尚应符合国家现行的有关标准、规范的规定。3材料gongqingchengshiwudingfengji本章适用于现行国家标准《碳素结构钢》规定的Q235钢,《低合金结构钢》结构组成汽车通风天窗主要由通风天窗框架、玻璃板、导轨和机构等部分组成。导轨一般固定在通风天窗的框架上,机构与导轨相连接,并操纵杆或电机机构的运动,使通风天窗能够打开、关闭或。
